Table of Contents
ToggleThe Core of Every Plastic Bag
Behind every durable trash liner, glossy mailer bag, or stretch wrap you see — there’s one essential process at work: plastic film extrusion.
It’s the foundation of modern packaging. Whether you’re producing a simple HDPE grocery bag or a multi-layer LLDPE industrial liner, extrusion defines the film’s quality, thickness, strength, and appearance.
At TP Plastic USA, we believe that great packaging starts with great extrusion. That’s why every product — from food-grade films to industrial bags — is made using precise, computer-controlled extrusion lines that guarantee consistency and performance at every roll.
Let’s take a closer look at how plastic film extrusion turns raw resin into reliable, sustainable packaging.
1. What Is Plastic Film Extrusion?
Plastic film extrusion is a manufacturing process where thermoplastic pellets (like HDPE, LDPE, or LLDPE) are melted, shaped, and stretched into a thin, continuous film.
That film becomes the raw material for plastic bags, liners, wraps, and countless other packaging products.
In essence:
Extrusion transforms plastic resin into usable film — controlling its thickness, width, texture, and mechanical strength before converting it into finished packaging.
This process defines everything from a bag’s transparency and toughness to its sealing performance.
2. The Science Behind Plastic Film Extrusion
Extrusion relies on the simple principle of heat and pressure — but the precision lies in how these are controlled.
2.1. Step 1 – Resin Preparation
The process begins with raw plastic pellets — usually HDPE, LDPE, or LLDPE.
They’re dried, filtered, and blended with additives such as:
Slip agents (for easier handling)
Anti-block agents (prevent sticking)
Color masterbatch (for tint or opacity)
UV stabilizers (for outdoor use)
Recycled PCR/PIR resin (for sustainability)
At TP Plastic USA, resin is mixed in carefully calculated ratios to meet each OEM order’s specification.
2.2. Step 2 – Melting and Extrusion
The blended resin is fed into a long, heated barrel called an extruder.
Inside, a rotating screw pushes the pellets forward while friction and heat melt them into a uniform molten polymer.
Temperature zones gradually increase (usually between 160°C to 230°C), allowing controlled melting without degrading the material.
At the end of the extruder, the molten plastic is forced through a circular die (for blown film) or a flat die (for cast film).
2.3. Step 3 – Film Formation: Blown vs Cast
There are two main types of plastic film extrusion — each with unique applications:
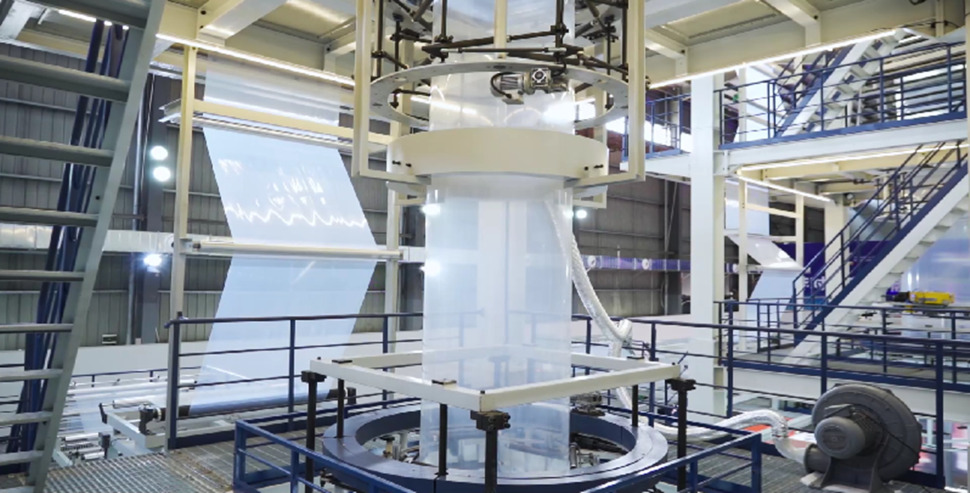
Blown Film Extrusion
The molten plastic is extruded through a circular die, forming a tube.
Air is blown inside, inflating it like a bubble (“film bubble”).
The bubble cools, flattens between rollers, and becomes a double-layer sheet.
Ideal for bags, liners, and industrial films.
Cast Film Extrusion
The molten plastic exits through a flat die onto chill rollers.
It’s cooled quickly and wound as a single flat sheet.
Ideal for cling film, stretch wrap, and laminated film.
At TP Plastic USA, most products are made using blown film extrusion, which produces highly uniform, durable, and flexible material — perfect for packaging applications.
2.4. Step 4 – Cooling and Collapsing
As the bubble rises, air rings blow cool air around it, solidifying the film.
After cooling, the bubble is flattened between nip rollers, creating two layers that are wound into rolls.
Precise control of cooling rate, air pressure, and bubble diameter ensures consistent film thickness — typically between 10–100 microns.
2.5. Step 5 – Winding and Storage
Finally, the flattened film passes through tension rollers that measure thickness uniformity before being wound into large rolls.
Each roll is labeled with data such as:
Thickness and width
Resin blend
Lot number and batch traceability
Production date
This traceability ensures complete transparency for OEM and ODM customers, especially in industries requiring ASTM and ISO compliance.
3. Why Plastic Film Extrusion Matters
Film extrusion is more than just melting plastic — it defines the identity of your packaging.
Every key characteristic — clarity, strength, flexibility, and sealing — comes from extrusion parameters.
For example:
A higher blow-up ratio (bubble diameter vs die size) increases toughness.
Lower cooling rates improve gloss and transparency.
Layer combinations in co-extrusion improve performance at lower thickness.
This means a well-optimized extrusion process delivers stronger, lighter, and more sustainable film — exactly what modern packaging demands.
4. The Heart of Co-Extrusion Technology
In today’s market, multi-layer co-extrusion is the standard.
Instead of a single extruder, multiple extruders feed into one die head — creating 2, 3, or 5 layers of film in one continuous process.
Each layer has a specific role:
Outer: strength and printability
Middle: recycled or structural support
Inner: sealing and flexibility
This combination produces high-performance, multi-purpose packaging films — lighter yet stronger, cost-efficient, and environmentally optimized.
TP Plastic USA uses advanced 3–5 layer blown film lines to balance performance and sustainability for all OEM/ODM clients.
5. Key Factors That Influence Film Quality
Every stage of plastic film extrusion affects the final outcome.
Let’s explore the main variables that define film performance.
5.1. Resin Quality
The type and grade of resin determine tensile strength, clarity, and flexibility. Mixing HDPE and LLDPE allows better balance between stiffness and stretch.
5.2. Temperature Profile
Too hot → resin degrades;
Too cool → film becomes uneven.
Maintaining precise heating zones ensures molecular consistency.
5.3. Air Flow and Cooling Rate
A controlled cooling system prevents wrinkles and maintains gloss.
5.4. Bubble Stability
Sensors monitor bubble diameter and film thickness in real time — ensuring consistent results across large production runs.
5.5. Line Speed and Tension
Proper winding tension avoids wrinkles, telescoping, and roll deformation.
At TP Plastic USA, automated thickness gauges and laser monitoring ensure every roll meets international tolerance standards.
6. Quality Control and Testing
Extrusion isn’t complete until the film passes laboratory testing and inspection.
Each batch is evaluated under ASTM and ISO standards to ensure mechanical and optical quality:
|
Test |
Standard |
Purpose |
|---|---|---|
|
Tensile Test |
ASTM D882 |
Stretch and break resistance |
|
Impact Test |
ASTM D1709 |
Puncture and drop resistance |
|
Tear Test |
ASTM D1922 |
Directional tear strength |
|
Seal Test |
ASTM F88 |
Heat-seal integrity |
|
Thickness Scan |
ISO 4593 |
Film uniformity and control |
In addition, our QC team performs visual inspections for surface clarity, pinholes, and color consistency.
Each result is logged into our batch tracking system, ensuring full traceability for OEM clients.
7. From Film to Finished Product
Once extrusion is complete, the film rolls are transferred to conversion lines — where they’re transformed into final products:
Cut and seal: For T-shirt or garbage bags.
Side weld: For drawstring and flatseal bags.
Printing and lamination: For retail or courier packaging.
Perforation and folding: For dispenser rolls.
By controlling extrusion and conversion under one roof, TP Plastic USA guarantees consistent quality from raw pellet to finished packaging.
8. Sustainable Extrusion Practices
Modern extrusion isn’t just about quality — it’s about responsible production.
TP Plastic USA integrates sustainability at every stage of plastic film extrusion:
8.1. Recycled Resin Integration
Up to 30–50% PCR/PIR resin can be blended in the middle layer during co-extrusion, reducing virgin resin usage without affecting performance.
8.2. Energy Efficiency
Our extrusion lines use inverter motors and closed-loop cooling systems to minimize electricity and water consumption.
8.3. Waste Recovery
Trim and offcuts are reprocessed through in-house recycling lines — reintegrated into non-critical layers for zero-waste production.
8.4. Emission Control
We employ low-VOC resins and odor-free masterbatch to maintain cleaner air and safer working environments.
Through these innovations, extrusion becomes both efficient and environmentally conscious — helping clients meet global EPR and carbon reduction standards.
9. Comparing Blown Film vs Cast Film: Which Is Better?
|
Feature |
Blown Film |
Cast Film |
|---|---|---|
|
Process |
Air-inflated bubble |
Flat cooling rollers |
|
Film type |
Tubular, double-layer |
Flat, single-layer |
|
Strength |
Higher puncture resistance |
Smoother, more uniform thickness |
|
Applications |
Bags, liners, mailers |
Stretch film, laminates |
|
Cost |
More versatile, lower tooling cost |
Higher clarity, faster output |
TP Plastic USA primarily uses blown film extrusion, as it offers the flexibility and toughness ideal for OEM packaging — but our lines are also adaptable for custom cast projects upon request.
10. Why OEM Clients Value Consistent Extrusion
For OEM/ODM buyers, extrusion consistency equals trust.
Each roll must perform identically — whether shipped to California, Florida, or Asia.
That’s why TP Plastic USA’s extrusion lines include:
Real-time film thickness control.
Automated resin feed systems.
Precise color blending and additive dosing.
Digital production tracking for every order.
This ensures that whether a client orders 1 ton or 100 tons, every roll meets the same ASTM, ISO, and FDA standards.
11. The Future of Plastic Film Extrusion
As the packaging industry evolves, extrusion is moving toward smarter and greener solutions.
11.1. Digital Process Control
AI-driven sensors and data analytics are replacing manual adjustments, maintaining thickness uniformity with micron precision.
11.2. Advanced Materials
Bio-based and compostable resins are now compatible with extrusion lines, offering sustainable alternatives.
11.3. Closed-Loop Systems
Real-time material recycling and defect detection reduce downtime and waste.
11.4. DPP Integration
The Digital Product Passport (DPP) will soon allow each film roll to carry a digital identity — enabling traceability from production to recycling.
In other words: the future of extrusion is smart, traceable, and circular.
From Pellet to Perfection
Every great plastic bag begins long before sealing or printing — it begins in extrusion.
At TP Plastic USA, we see plastic film extrusion as the heart of our innovation. By mastering this process, we ensure that every product — whether lightweight, multi-layer, or recycled — reflects our commitment to precision, quality, and sustainability.
Because great packaging isn’t just made.
It’s engineered from the inside out.
TP Plastic USA – The quality you can trust.
Website: tpplasticusa.com / truongphuocplastic.com
Email: contact@tpplasticusa.com
Zalo/WhatsApp: (+1) 818 914 0351 / (+84) 915 871 722



